Uma das coisas mais de legais dos CNCs na minha opinião é ver a maquina funcionando, cortando, gerando aquele arquivo que deu tanto trabalho pra fazer no PC. Porém uma das minhas pequenas frustrações no entanto era a tarefa chata de ter que ligar e desligar a tupia antes do começo do trabalho e após finalizá-lo. Após os primeiros estudos, vi que tanto o programa quanto a controladora tem opção para controle de spindle, mas como fazer funcionar numa tupia comum?
1 - O controle de velocidade Controlar a velocidade diretamente pelo micro infelizmente não seria tarefa das mais fáceis, então apenas aceitei que esse controle teria que ser manual, controlado por potenciômetro por exemplo. Não precisei procurar muito, porque um Dimmer resolveu o problema. O Dimmer geralmente é usado para controle de lâmpadas incandescentes e além de ser facilmente encontrado em lojas especializadas em iluminação, é muito barato. Inclusive pode ser construída uma versão caseira com poucas peças, geralmente baseado num TRIAC.

CONTROLE DE TUPIA - VICTOR TRUCCO

CONTROLE DE TUPIA - VICTOR TRUCCO
Seja como for, com o Dimmer em mãos basta intercalá-lo entre a tupia e a tomada e você conseguirá controlar facilmente a velocidade no potênciometro. Não é o mundo ideal, mas acredite, funciona MUITO bem e você não corre o risco de estragar um trabalho por conta de muita velocidade na fresa.
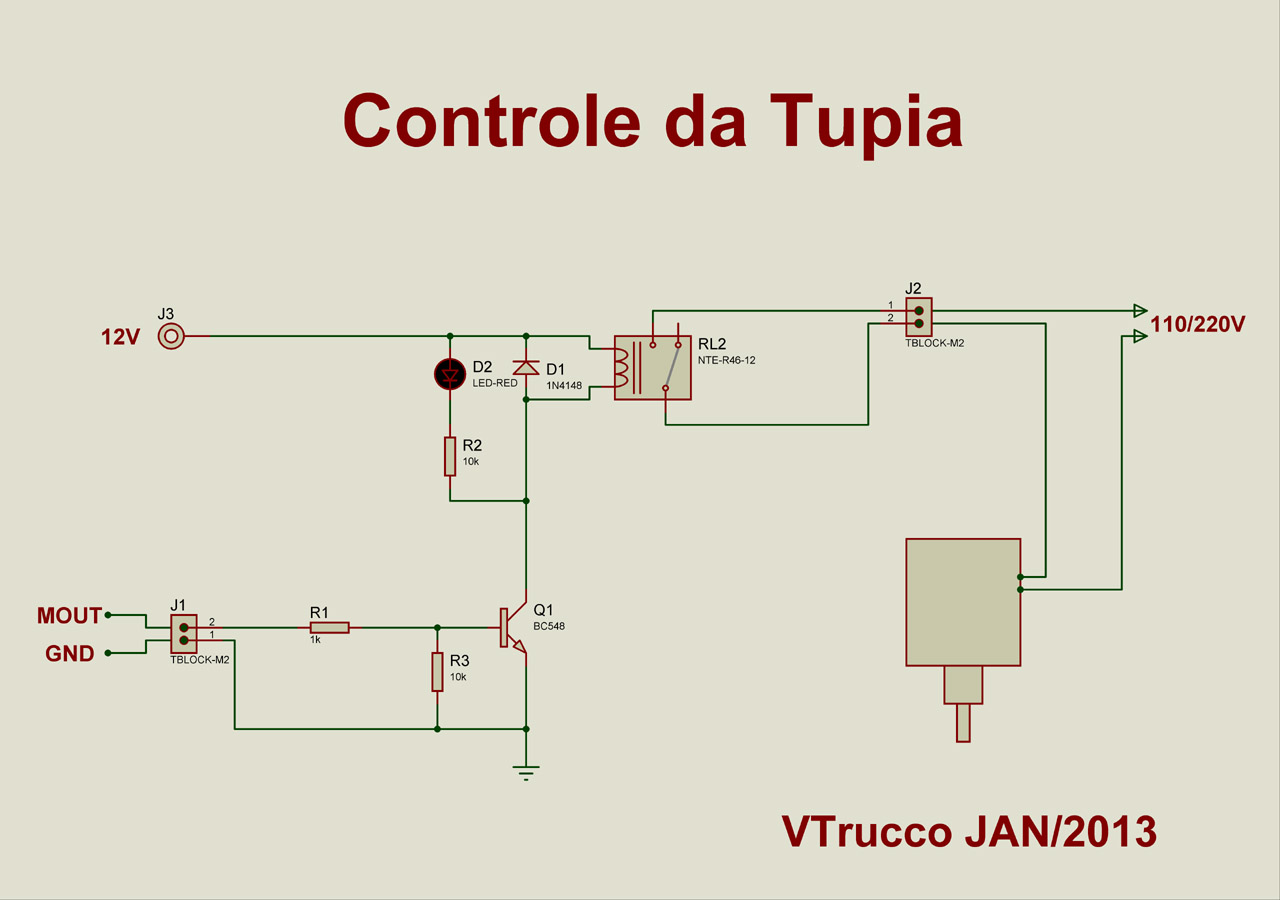
2 - Ligando e desligando a tupia Bem, não podemos controlar a velocidade diretamente pelo programa, mas pelo menos o Liga/Desliga vai ter que dar! A controladora permite a conexão de um Spindle e pode comandá-lo por PWM, desde "parado" até "rotação máxima". Como não temos controle de velocidade, o caso é construir um pequeno circuito com um rele, que por sua vez vai estar servindo de interruptor para a tupia.
CONTROLE DE TUPIA - VICTOR TRUCCO
O circuito que proponho é bem simples como pode ser visto na imagem acima. O transistor detecta a voltagem positiva na sua base e aciona o rele. Ele poderia ser construído numa plaquinha padrão, mas inclui o layout da placa (em anexo) já espelhado, pronto para impressão e confecção por transferência térmica. O layout da montagem segue abaixo, bem como algumas fotos da minha placa já montada.
CONTROLE DE TUPIA - VICTOR TRUCCO

CONTROLE DE TUPIA - VICTOR TRUCCO

CONTROLE DE TUPIA - VICTOR TRUCCO

CONTROLE DE TUPIA - VICTOR TRUCCO
Bem, com a plaquinha montada, só falta ligá-la. Conforme a documentação da controladora TB6560, a saída MOUT pode ser acionada pelo programa de controle (no meu caso o Mach 3) e nos dará uma voltagem que seja o suficiente para o transistor trabalhar. Veja que além do MOUT a placa precisa ainda do Terra da controladora e de uma fonte 12V. O ideal seria uma fonte separada só pra isso, mas como minha fonte é uma de PC, aproveitei uma das saídas. Quem trabalha com fontes maiores pode colocar um regulador de 12V somente para isso ou uma outra ideia, trocar o rele por outro que seja a mesma voltagem da fonte. A observação fica por conta da amperagem dele que deve ser de 10A ou mais.
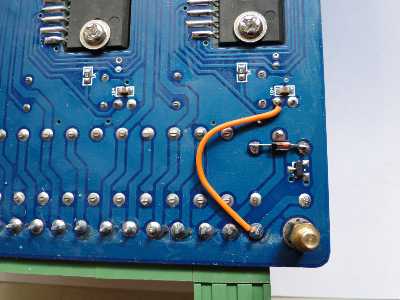
É possível notar que o conector para o controle do spindle tem uma terceira entrada, chamada MIN. Essa entrada, no nosso caso, deve ser ligada ao 5V da própria controladora e existe um ponto bem próximo que poderá ser aproveitado bastando apenas soldar um fio fazendo uma ponte.
CONTROLE DE TUPIA - VICTOR TRUCCO
Note também na foto que além da ligação do 5V (fio laranja), a placa foi corrigida com a adição de um diodo de proteção que faltava na controladora original. Você pode ver mais detalhes no artigo
Correções na controladora TB6560.
Com a parte eletrônica instalada, vamos alterar as configurações necessárias no Mach 3. Abaixo reproduzo as telas conforme configuradas na minha máquina com a controladora chinesa TB6560. Lembrando que as portas devem ser configuradas de acordo com cada controladora, então consulte a documentação da sua, se for o caso. As demais configurações são genéricas e servirão para qualquer máquina.
CONTROLE DE TUPIA - VICTOR TRUCCO
CONTROLE DE TUPIA - VICTOR TRUCCO
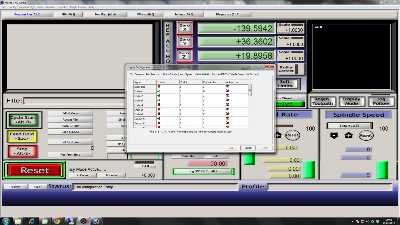
Primeiramente você deve habilitar o Spindle no "Ports and Pins" e também a saída "Output 1".
CONTROLE DE TUPIA - VICTOR TRUCCO
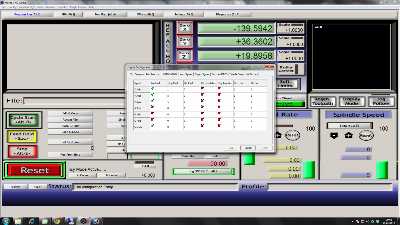
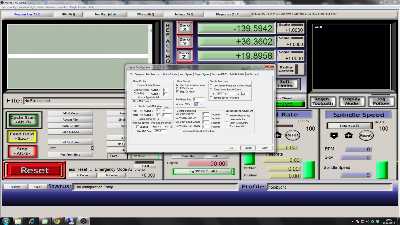
Ainda no "Ports and Pins", mas na aba "Spindle Setup" voce precisa desmarcar "Disable Spindle Relay" e logo abaixo colocar o M3 e M4 ambos para o Output "1". Marque "Use Spindle Motor Output" e "Step/Dir Motor". Abaixo configure para PWMBase "9" e Min PWM "10%". Nas caixas de Delay, voce poderá colocar o tempo em segundos que a máquina espera para ligar e desligar a tupia após receber o comando. Eu coloquei em "0" segundos para ser imediato, mas isso já vai do gosto de cada um.

CONTROLE DE TUPIA - VICTOR TRUCCO
Na parte de "General Configuration" são apenas alguns parâmetros para deixar o uso da máquina mais confortável. Eu por exemplo não faço trocas de ferramenta durante o trabalho, mas faço arquivos G-Code diferentes para cada ferramenta, então pode ser o caso de você querer habilitar a troca de ferramentas nessa tela, que vai fazer com que a máquina pare e leve a tupia até determinado ponto para a troca. Uma observação importante que vi num fórum é setar o "IJ Mode" para "Inc". Sem isso o código gerado pelo ArtCAM dava erro quando interpretado pelo Mach 3.
Com tudo configurado, basta restartar o programa e através do atalho F5 vc pode ligar e desligar a tupia. Porém, o mais comodo são os comandos M3 e M4 que passam a responder normalmente. Como os programas que geram o código G para fresagem costumam colocar esses códigos no começo e no fim, tudo que você tem a fazer é olhar a maquina trabalhando.

Lembrando também que o circuito que chamei de "controle de tupia" apenas simula um interruptor, logo pode desempenhar a mesma tarefa de ligar e desligar outros equipamentos como a fonte do canhão num CNC laser ou o plasma ou mesmo um spindle de corrente alternada, que não funcione por PWM.
Dúvidas ou sugestões, escreva no espaço abaixo.
Obs: Todas as imagens estão em anexo
Fonte:
http://www.victortrucco.com/CNC/ControleTupia/ControleTupia
 Tópico: CONTROLE DE TUPIA - VICTOR TRUCCO (Lida 10536 vezes)
Tópico: CONTROLE DE TUPIA - VICTOR TRUCCO (Lida 10536 vezes)