Ola
Pessoal eu entendo pouco de programação CNC.
Cuido de um torno que atualmente esta fazendo a usinagem em quem a ferramenta se aproxima da pinça e usina indo para longe da pinça
como estamos querendo substituir a peça que usina por uma outra que é mais durável e da um acabamento melhor necessitamos alterar essa forma invertendo, agora ela tem que usinar ao contrario (Longe da pinça começa a usinar se aproximando dela).
Segue um desenho para melhor entendimento.
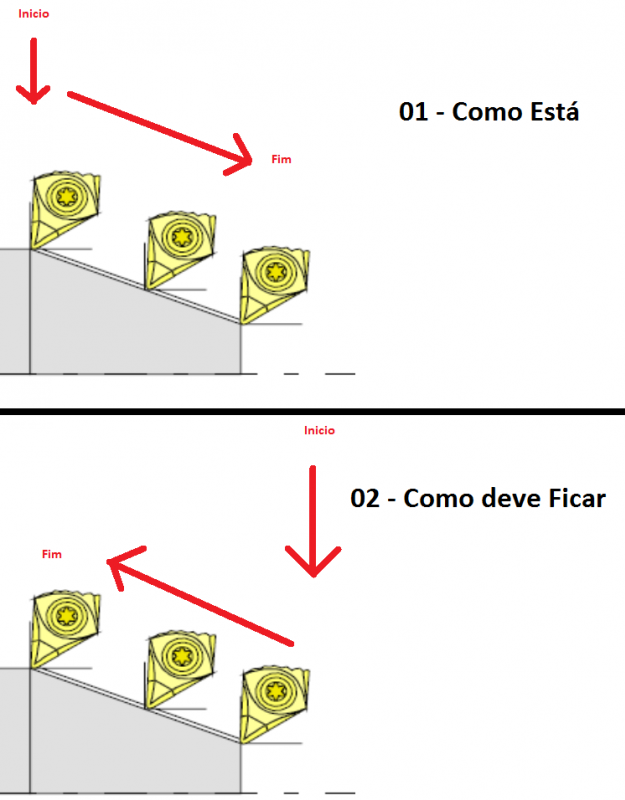
Alteração na Direção de Avanço
Nao consigo entender no código o que direciona o que
Eixo X Vertical
Eixo Z Horizontal
É console da Simens
Segue o Código
N01 MSG ("ACABAMENTO")
N02 G95 G54
N03 LIMS=5000
N04 T2 D1 G97 S4500 M3
N05 G42
N06 G0 X-6 M7 Z-29.7
N07 G1X-4.5 F.1
N08 G1 X-2.08 Z-22.71 F.05
N09 G3 X-1.58 Z-22.5 CR=.25
N10 G40G1 X1 F.01
N11 G0 X-5
N12 G0 G53 Z150 D0 Pelo que vi que em N06 ele se posiciona próximo da pinça e vem se distanciando e usinando,
A usinagem acontece em N07, N08,
o N09 é um acabamento feito no cantinho da peça pra ficar arredondada.
mas nao cosigo identificar como posso fazer para que ela usine para o outro lado. (De longe para perto da pinça).
Agradeço desde já a ajuda.

 Tópico: Alteração na Direção de Avanço (Lida 1879 vezes)
Tópico: Alteração na Direção de Avanço (Lida 1879 vezes)